xxxx有限公司--切削液废液回用
2020-08-26|发布者:admin
切削液废液回用
一、废液分类及水量
1、废液类别
切削乳化废液:
锻造轮毂的机加工过程中使用的切削液,报废后产生的废液。
2、废液数量
废液产生4-8吨/天
使用同一台设备满足:
4吨/天 按8小时/天处理
8吨/天 按16小时/天处理
二、处理后的效果
1、处理效果:
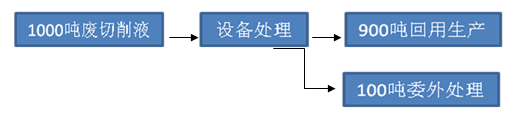
一般切削液废液经过处理后,90%含有切削液有效成分的水被分离出来,剩余10%的污染物委外处理。
2、图片对比
左边:处理后90%回用生产

因为各家使用的切削液品牌不同,各品牌的添加剂的成份不同,过滤后的水颜色也不同。
三、废液处理设施
1、核心技术
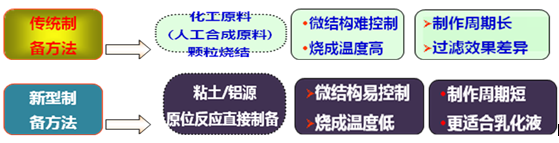
项目核心技术及创新点 —新型过滤膜支撑体制备技术
—微结构进行了有利于废乳化液处理的调整
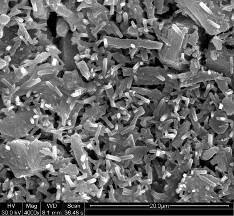
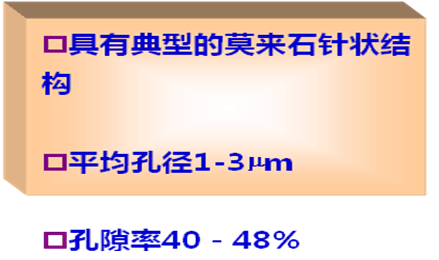
原位制备出的支撑体的SEM图
(尺寸单位:20微米)
2、常规处理流程
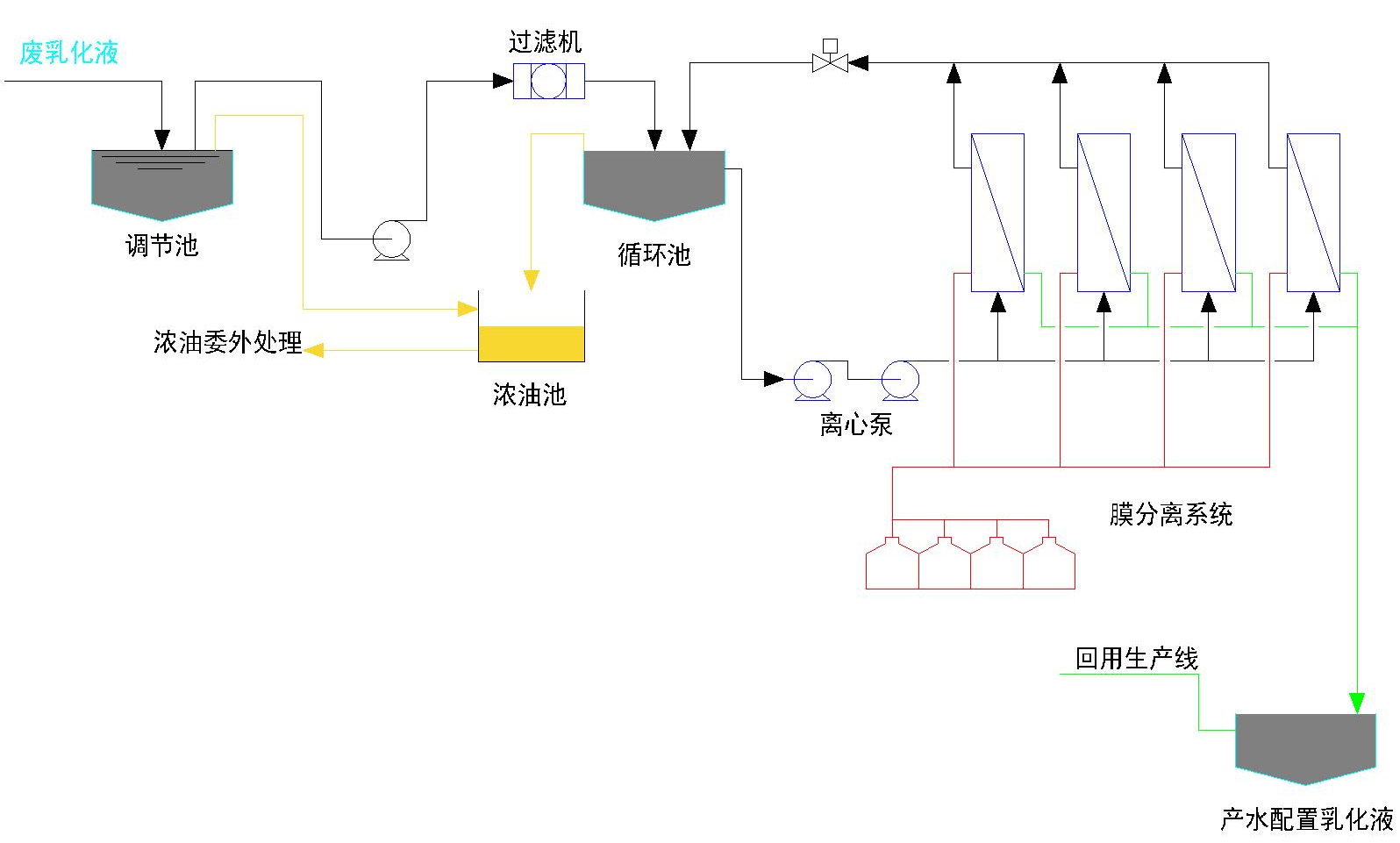
3、工艺流程
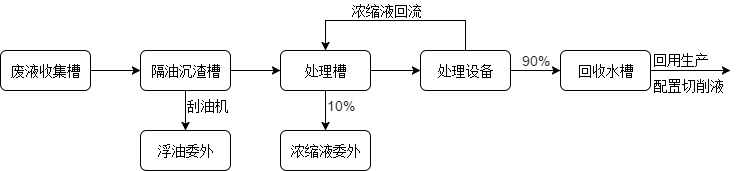
废液收集槽:废切削液经过收集。
隔油沉渣槽:通过刮油机将废液中的浮油刮除,同时小的金属颗粒物沉降后收集。
处 理 槽:处理槽与处理设备联通,通过处理设备处理后,浓缩液存留在处理槽中抽出委外处置。
处 理 设 备:针对贵公司水质及水量定制的非标处理设施,用于废乳化液减量和产水回用。
四、废液处理运营成本
1、运行耗材
过滤滤芯 更换周期1年 更换费用3.8万/年
刮油钢带 更换周期1年 更换费用0.1万/年
滤袋 更换2个/周 更换费用0.2万/年
清洗剂 更换1个月/次 更换费用0.3万/年
2、装机功率
总 功 率: 13.2KW
运行功率:11KW*0.8=8.8KW
8.8KW/H*0.8元/KW=7元/小时
3、资源回收
切削液正常使用浓度为5%,90%回收水中有1.5%浓度有效成份,占使用浓度的30%.
回收水配成切削液,节约了30%切削液使用量。
4吨/天,设备运行8小时/天
|
序号 |
名称 |
水量 |
电费 |
耗材费用 |
危费处置 |
切削液费用 |
合计 |
|
1 |
废乳化液委外 |
4吨/天*360天=1440吨/年
|
|
|
1440*2500/吨=360万/年
|
|
360万/年
|
|
2 |
废乳化液设备处理 |
4吨/天*360天=1440吨/年
|
7元/小时*8小时*360天=20260/年
|
4.4万/年
|
1440*10%*3000/吨=43.2万/年
|
1440*10%*5%*30%=2.16吨=10.8桶*3300=3.564万
|
49.626万/年-3.564万=46万/年
|
8吨/天,设备运行16小时/天
|
序号 |
名称 |
水量 |
电费 |
耗材费用 |
危费处置 |
切削液费用 |
合计 |
|
1 |
废乳化液委外 |
8吨/天*360天=2880吨/年 |
|
|
2880*2500/吨=720万/年
|
|
360万/年 |
|
2 |
废乳化液设备处理 |
8吨/天*360天=2880吨/年 |
7元/小时*16小时*360天=40320/年
|
4.4万/年
|
2880*10%*3000/吨=86.4万/年 |
2880*10%*5%*30%=4.32吨=21.6桶*3300=7.128万
|
49.626万/年-3.564万=46万/年
|